Chine Precision Components Fabricant






- Appelez-nous
86-0755-33182768 - Envoyez-nous un email
sales@precisionchina.com - Skype en ligne
hawkwang_007
Qu'est-ce que le cisaillement
octobre 1, 2016
Le cisaillement est un processus de type ciseaux utilisé pour couper grossièrement des matériaux en vue d'autres fabrication processus. Dans un cadre d'atelier d'usinage, le cisaillement est généralement effectué par un cisaillement hydraulique d'équerrage, parfois appelé cisaille guillotine. En fonction de l'outillage utilisé, le cisaillement peut être utilisé pour effectuer des coupes droites dans des matériaux, y compris des feuilles, les bars, et crosse d'angle.
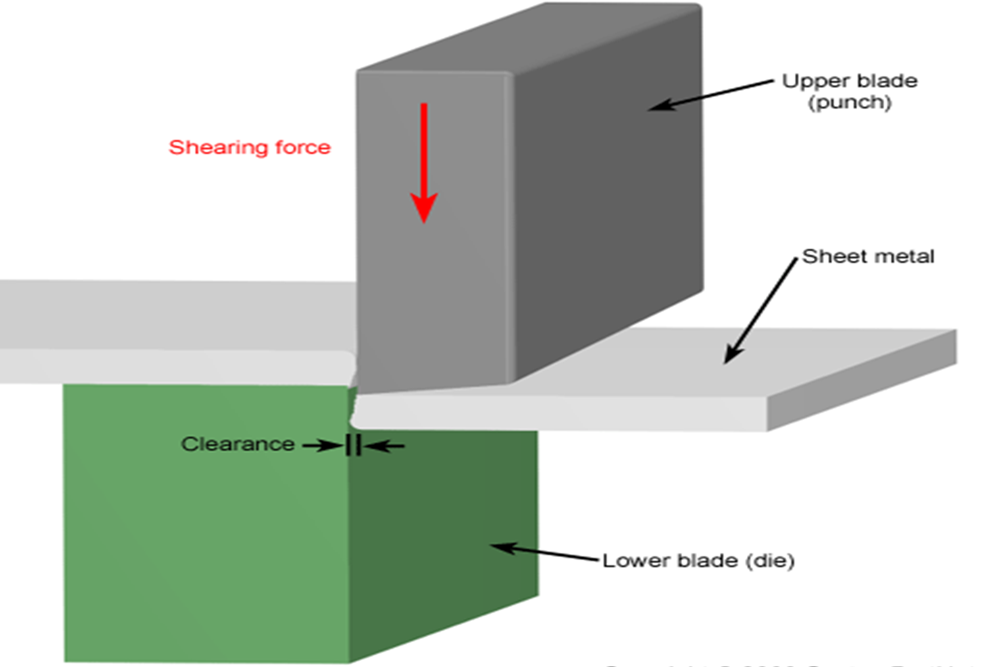
Le processus de cisaillement est effectué sur une machine de cisaillement, souvent appelé cisaillement d'équerrage ou cisaillement électrique, qui peut être actionné manuellement (à la main ou au pied) ou par hydraulique, pneumatique, ou énergie électrique. Une machine de cisaillement typique comprend une table avec des bras de support pour maintenir la feuille, butées ou guides pour sécuriser la feuille, lames droites supérieures et inférieures, et un dispositif de jaugeage pour positionner précisément la feuille. La feuille est placée entre la lame supérieure et inférieure, qui sont ensuite forcés ensemble contre la feuille, couper le matériau. Dans la plupart des appareils, la lame inférieure reste fixe tandis que la lame supérieure est poussée vers le bas. La lame supérieure est légèrement décalée par rapport à la lame inférieure
Tonte, également connu sous le nom de découpe, est un traiter qui coupe le stock sans formation de copeaux ni recours à la combustion ou à la fonte. À proprement parler, si les lames de coupe sont droites, le processus s'appelle le cisaillement; si les lames de coupe sont courbes, il s'agit d'opérations de type cisaillement. Les matériaux les plus couramment cisaillés se présentent sous la forme de tôle ou assiettes. pourtant, les tiges peuvent également être cisaillées. Les opérations de type cisaillement comprennent le découpage, perçant, refendage de rouleau, et coupe. Il est utilisé pour le métal, en tissu, papier et plastique.
Un coup de poing (ou lame mobile) est utilisé pour pousser une pièce contre la matrice (ou lame fixe), qui est fixe. D'habitude, le jeu entre les deux est 5 pour 40% de l'épaisseur du matériau, mais dépend du matériel. Le jeu est défini comme la séparation entre les lames, mesuré au point où l'action de coupe a lieu et perpendiculairement à la direction du mouvement de la lame. Cela affecte la finition de la coupe et la consommation électrique de la machine.. Cela amène le matériau à subir des contraintes de cisaillement très localisées entre le poinçon et la matrice. Le matériau échouera alors lorsque le poinçon aura bougé 15 pour 60% de l'épaisseur du matériau car les contraintes de cisaillement sont supérieures à la résistance au cisaillement du matériau et le reste du matériau est déchiré.
Deux sections distinctes peuvent être vues sur une pièce cisaillée, la première partie étant une déformation plastique et la seconde étant fracturée. En raison des inhomogénéités normales des matériaux et des incohérences dans le jeu entre le poinçon et la matrice, l'action de cisaillement ne se produit pas de manière uniforme. La fracture commencera au point le plus faible et progressera jusqu'au point le plus faible suivant jusqu'à ce que toute la pièce ait été cisaillée; c'est ce qui cause le bord rugueux. Le bord rugueux peut être réduit si la pièce est serrée par le haut avec un coussin de matrice. Au dessus d'une certaine pression, la zone de fracture peut être complètement éliminée. pourtant, le bord cisaillé de la pièce subira généralement un durcissement et une fissuration. Si la pièce a trop de dégagement, alors il peut subir un renversement ou de fortes bavures.
Peut-être que vous aimez aussi
Copyght © 2013 | GPT Precision Co., Ltd. | Plan du site